植筋工程工艺规程
发布者:正邦兴业
浏览次数:155
1.植筋工程工艺流程
植筋子分部工程施工工艺流程参见“植筋工程施工工艺流程图”所示。

植筋工程施工工艺流程图
种植全螺纹螺杆参照本工艺规程执行。
植筋工程参见“植筋工程示意图”所示。
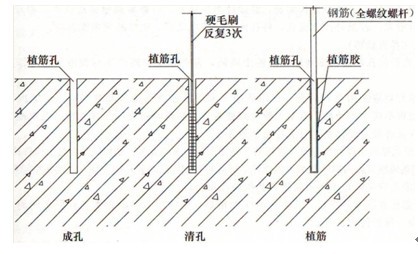
植筋工程示意图
2.植筋工程材料要求
2.1 植筋用胶粘剂
根据设计要求,本工程植筋锚固用胶粘剂安全性能指标选用应符合《建筑结构加固工程施工质量验收规范》GB50550-2010、《混凝土结构加固设计规范》GB50367-2006中的“A级胶”要求。
植筋用胶粘剂进场时,应对其品种、型号、级别、包装和出厂日期等进行检查,同时应按《建筑结构加固工程施工质量验收规范》GB50550-2010的要求,对其钢-钢拉伸抗剪强度、钢-混凝土正拉粘结强度、耐热老化性能等3项重要指标及不挥发物含量进行见证取样复验,质量检验结论符合《建筑结构加固工程施工质量验收规范》GB50550-2010、《混凝土结构加固设计规范》GB50367-2006“A级胶”性能指标规定。
胶粘剂进场应具有产品合格证、包装、标志、出厂检测报告和进场复试报告。严禁使用过期胶粘剂、无合格证书的胶粘剂及包装破损或无出厂包装的胶粘剂。
全面了解胶粘剂产品说明书的内容。根据胶粘剂产品的不同,一般,胶粘剂运输和贮藏温度宜介于5℃~25℃之间,存放于干燥避光的环境中。胶粘剂最佳施工温度15℃~25℃。根据施工温度的变化,通过试验可适当增减固化剂用量达到匹配要求。
植筋用胶粘剂的填料应在厂家制胶生产时添加,严禁在施工现场掺入。
2.2 植筋用钢筋
本工程植筋用钢筋应为热轧带肋钢筋,其性能和质量应符合设计要求和《钢筋混凝土用钢:热轧带肋钢筋》GB1499.2-2007的规定。
植筋用钢筋必须严格按照设计要求的型号、规格选用。
由总包单位提供的植筋用钢筋应具有出厂合格证、出厂检测报告和进场复试报告。
植筋用钢筋应平直、无损伤,表面不得有裂纹、油污和锈斑。
植筋用钢筋端部按锚固长度及部位采用钢丝刷或除锈机逐一除锈,直至将钢筋表面打磨出金属光泽,且无任何悬浮物为止,不得有遗漏部位。除锈长度大于埋设长度50mm左右。用钢丝刷将除锈清理长度范围内的钢筋表面要求除锈均匀干净。植入前再次复查钢筋锈蚀情况,若有新锈,应用砂纸擦拭处理。将经过除锈处理的钢筋用蘸有丙酮的棉纱、毛刷清洗1遍,按类别标识,置于干净的环境分类码放待用。
植筋焊接应在注胶之前进行。若个别钢筋需要在注胶之后焊接,则施焊部位距注胶孔顶面的距离不应小于20d,且不应小于200mm。在施焊的同时,把用冰水浸渍的多层湿巾包裹在植筋外露段至孔洞顶面,以利降温、散温。
2.3 当胶粘剂或钢筋的品种、型号、级别或规格需作变更时,应出具设计变更通知书。
3.植筋工程施工机具
3.1 电锤,两相电源220V。适用于小孔径、水平作业钻孔用。
冲击钻,三相电源380V。适用于大孔径、垂直作业钻孔用。
3.2 根据设计要求的植筋成孔孔径与深度选择相应规格的钻杆。钻杆直径符合钻孔直径,一般比所植钢筋直径大4mm~6mm。钻杆长度应能满足钻孔深度。
3.3 配胶用低速搅拌器。
植筋施工工艺器具参见“主要施工器具表”所示。
主要施工器具表
序 | 机具名称 | 规格型号 | 数量 | 生产厂家 | 制造年份 | 额定功率(kW) | 备注 |
1 | 电锤 | TE-76 | 4 | 德国喜利得 | 2010 | 1.3kW | |
2 | 低速搅拌器 | HLJ80 | 3 | 上海XX | 2010 | 0.5kW | |
3 | 空压机 | OL-90 | 1 | 山东XX | 2010 | 3.0kW | |
4 | 注胶器 | | 10 | | 2010 | | |
5 | 配电箱 | 380/220V | 3 | | 2010 | | |
4.植筋工程作业条件
4.1 脚手架与安全防护
本植筋工程作业面有3F外檐、梁底等部位,操作脚手架与安全防护由总包单位配合完成。
4.2 临时电源
根据用电机具的动力电源功率,将临时电源引至作业现场。
同时准备照明条件,满足暗处、夜间施工需要。
4.3 基材温度
作业基材表面温度不宜低于15℃,或执行胶粘剂产品使用说明书提供的要求。
4.4 基材含水率
作业基材表面含水率应符合胶粘剂产品使用说明书的要求。
4.5 雨雪、大风天气条件下不得露天作业。
4.6 植筋施工劳动力计划
本植筋工程配置劳动力共计19人,具体分工参见下表所示。
劳动力配置表
序 | 工种 | 人数 | 备注 |
1 | 钻孔 | 10 | 分5个作业组 |
2 | 配胶、清孔、除锈、植筋 | 6 | 统一调度 |
3 | 管理人员 | 3 | 生产、技术、安全 |
共计 | 19 | |
现场根据植筋工程量及工作面大小来具体调配施工机具和劳动力。其中,成孔作业是主要工序,施工中可配备1台或多台冲击电钻来进行混凝土的钻孔,根据孔径、孔深、混凝土强度、构件位置、施工条件等不同,其工效也有所不同。
现安排以2人为1组,操作1台电锤、冲击钻,3个作业面各1~2组,共5组。每台班可完成垂直钻孔35~40孔或水平钻孔25~30孔或梁底钻孔15~20孔,可以达到施工工期要求。
配胶、清孔、除锈、植筋配置专门班子,共配备6人,在3个作业面上流水作业,统一调度。其中,配胶2人,插筋2人。配制胶粘剂应有专用操作间和简易操作台提供使用。
5.植筋工程施工工艺
5.1 孔位定位
操作人员必须准确了解钻孔直径、深度、位置等技术指标。在现场由总包单位测量人员提供水平控制线、高程控制线,再行投放到植筋部位。植筋孔定位作业时可能会遇到原结构钢筋阻碍,控制植筋定位准确可采用钢筋测定仪定位,或剔凿原结构混凝土保护层,出露原结构钢筋,从而确定植筋孔位,以保证新结构成型质量。当有较大的孔位偏移时应报告设计单位确认。
5.2 钻孔
植筋钻孔作业根据孔径、作业环境,选择适宜钻机,根据植筋孔径选择相应配套规格的钻杆。一般,钻孔直径与待植钢筋直径的对应取值参见下表所示。
钢筋直径d (mm) | 钻孔直径D (mm) | 钢筋直径d (mm) | 钻孔直径D (mm) | 钢筋直径d (mm) | 钻孔直径D (mm) |
12 | 15 | 14 | 18 | 16 | 20 |
18 | 22 | 20 | 25 | 22 | 28 |
25 | 32 | 28 | 35 | 32 | 40 |
钻孔时首先接通电锤、冲击钻电源试运转,查看钻杆旋转方向是否正确。操作时保证垂直施加作用力。当在标定的孔位施时遇到原结构钢筋,经设计单位认可,可略事调整钻孔位置,避开钢筋。钻孔深度必须达到设计要求。若意外产生废孔,将孔内彻底清净之后,用胶粘剂填实封堵。
5.3 清孔(界面处理)
5.3.1 成孔后的孔洞应彻底清除孔内粉尘碎屑,避免粉尘碎屑产生对胶液的隔离作用而影响胶粘剂粘结效果。
植筋孔洞钻好后应先用毛刷清孔;再用洁净无油的压缩空气或手动吹气筒(皮老虎)清除孔内粉尘,如此反复处理不应少于3次,直至无粉尘碎屑为止。必要时尚应用于净棉纱、毛刷蘸少量工业丙酮擦净孔壁,以保证孔壁与胶粘剂能有良好粘结效果。
5.3.2植筋孔壁的干燥程度应符合胶粘剂产品使用说明书的要求。必须满足混凝土构件待植筋孔洞干燥程度,否则应用热风机对孔内鼓吹热风干燥处理,保证粘结剂固化之前孔内干燥,以确保粘结剂固化效果。
5.3.3植筋孔应完整,不得有裂缝和其它局部损伤。
5.3.4 植筋孔壁清理洁净后,若未立即注胶植筋,则应用干净的棉纱将孔洞严密封堵,避免灰尘和异物落入污染,保护待用。
5.4 验孔
同一部位植筋孔完成后,项目部质检员会同监理单位到现场查验,确认成孔孔位、孔径、孔深及界面处理符合施工质量验收规范中合格质量的要求,办理隐蔽验收手续。
5.5 配胶
当采用自动搅拌注射筒包装的胶粘剂时,其植筋施工应按产品使用说明书的要求操作。
当采用现场配置的植筋胶粘剂时,应在无尘土飞扬的专用操作间内操作,按产品使用说明书规定的配比和工艺要求严格执行,且安排专人负责。配胶应用精确的计量器具,如天平和小于5kg的台秤。称量器具应干净。现场配置的植筋胶粘剂时先称量胶粘剂(A组份),后称量固化剂(B组份)。配制时取洁净容器将二者按比例在容器中混合,并用低速搅拌器搅拌5~10min左右,直至二者混合均匀为止。搅拌好的胶液应色泽均匀,无结块,无气泡产生。搅拌时最好沿同一方向搅拌,尽量避免混入空气形成气泡。配胶时应根据工作环境温度确定胶粘剂的每次配置量,每次配量不宜过多,以免时间过长,胶粘剂变质后影响施工和胶粘质量。在搅拌过程和使用过程中应防止灰尘、油、水等杂质混入,并应按规定的可操作时间完成植筋施工。一般,植筋胶应现配现用,每次配胶量不宜大于5kg,一次配制胶粘剂宜在30min内全部用完。过时作废的胶粘剂废弃不用。
5.6 注胶植筋
注胶作业可用胶粘剂灌注器或其它方法向孔内填塞。灌注方式应不妨碍孔中的空气排出。灌注量应按产品使用说明书确定,一般取注入孔内约2/3,并以植入钢筋后有少许胶液溢出孔口为度。
注入植筋胶后,应立即插入蘸满胶粘剂的钢筋,并按顺时针方向边转边插,强力向内推进,并适当转动锚筋以利排除胶内空气,直到达到规定的深度。
从注入胶粘剂到植好钢筋所费的时间,应少于产品使用说明书规定的可操作时间。否则应拔掉钢筋,并立即清除失效的胶粘剂;重新按原工序返工处理。
当胶粘剂充满孔洞后,把溢出的多余胶液清理干净。对水平植筋应注意外口胶液流淌情况,应用垫片阻挡或予复补。
所植入的钢筋必须校正方向,使植入的钢筋与孔壁之间的间隙均匀。
5.7 固化养护
在胶粘剂固化前不得扰动所植入的钢筋。
独立或成排钢筋应做支护,确保位置居中,定位正确,防止人为影响而发生位移。
所植入的钢筋应静态养护,做好成品保护。根据产品使用说明书规定,一般视施工环境温度条件养护时间至少需要1d。当胶粘剂固化并经现场拉拔承载力检验合格之后方可加载施工。
6.植筋分项工程质量标准及验收
6.1 植筋分项工程流水段划分
本改建加固植筋分项工程划分为3个流水段,分别为:
⑴3F的Ⓕ轴北/①轴~⑤轴间顶板外檐部位植筋;
⑵3F的Ⓐ轴/③轴~⑤轴间及Ⓑ轴/③轴~⑤轴间主梁KL1上植筋;
⑶2F顶板上皮新增剪力墙部位植筋。
6.2 植筋作业试验计划
①植筋作业材料试验
序 | 分项工程名称 | 试验项目 | 数量 | 试验单位 |
1 | 植筋工程 | 植筋钢筋进场复试 | 3 | 中心试验室 |
2 | 植筋胶粘剂进场复试 | 1 | 中心试验室 |
②植筋作业现场拉拔承载力检验
序 | 分项工程名称 | 试验项目 | 数量 | 试验单位 |
1 | 植筋工程 | φ10植筋拉拔试验 | 1 | 中心试验室 |
2 | φ14植筋拉拔试验 | 2 | 中心试验室 |
3 | φ18植筋拉拔试验 | 2 | 中心试验室 |
6.3 植筋分项工程质量验收标准
6.3.1 材料
⑴主控项目
①植筋用胶粘剂进场时,应对其品种、型号、级别、包装和出厂日期等进行检查,同时应按《建筑结构加固工程施工质量验收规范》GB50550-2010的要求,对其钢-钢拉伸抗剪强度、钢-混凝土正拉粘结强度、耐热老化性能等3项重要指标及不挥发物含量进行见证取样复验,质量检验结论符合《建筑结构加固工程施工质量验收规范》GB50550-2010、《混凝土结构加固设计规范》GB50367-2006“A级胶”性能指标规定。
胶粘剂进场应具有产品合格证、包装、标志、出厂检测报告和进场复试报告。严禁使用过期胶粘剂、无合格证书的胶粘剂及包装破损或无出厂包装的胶粘剂。
②植筋用胶粘剂的填料应在厂家制胶生产时添加,严禁在施工现场掺入。
③植筋用钢筋应为热轧带肋钢筋,其性能和质量应符合设计要求和《钢筋混凝土用钢:热轧带肋钢筋》GB1499.2-2007的规定。
④当胶粘剂或钢筋的品种、型号、级别或规格需作变更时,应出具设计变更通知书。
⑵一般项目
植筋用钢筋应平直、无损伤,表面不得有裂纹、油污和锈斑。
6.3.2 界面处理
⑴主控项目
①植筋孔洞钻好后应先用毛刷清孔;再用洁净无油的压缩空气或手动吹气筒(皮老虎)清除孔内粉尘,如此反复处理不应少于3次,直至无粉尘碎屑为止。必要时尚应用于净棉纱、毛刷蘸少量工业丙酮擦净孔壁。
②植筋孔壁的干燥程度应符合胶粘剂产品使用说明书的要求。
③植筋孔应完整,不得有裂缝和其它局部损伤。
⑵一般项目
①植入前再次复查钢筋锈蚀情况,若有新锈,应用砂纸擦拭处理。
②植筋孔壁清理洁净后,若未立即注胶植筋,则应用干净的棉纱将孔洞严密封堵,避免灰尘和异物落入污染,保护待用。
6.3.3植筋施工
⑴主控项目
①当采用自动搅拌注射筒包装的胶粘剂时,其植筋施工应按产品使用说明书的要求操作。当采用现场配置的植筋胶粘剂时,应在无尘土飞扬的专用操作间内操作,按产品使用说明书规定的配比和工艺要求严格执行,且安排专人负责。
配胶时应根据工作环境温度确定胶粘剂的每次配置量,每次配量不宜过多,以免时间过长,胶粘剂变质后影响施工和胶粘质量。
在搅拌过程和使用过程中应防止灰尘、油、水等杂质混入,并应按规定的可操作时间完成植筋施工。
②注胶作业可用胶粘剂灌注器或其它方法向孔内填塞。灌注方式应不妨碍孔中的空气排出。
灌注量应按产品使用说明书确定,一般取注入孔内约2/3,并以植入钢筋后有少许胶液溢出孔口为度。
③注入植筋胶后,应立即插入蘸满胶粘剂的钢筋,并按顺时针方向边转边插,强力向内推进,并适当转动锚筋以利排除胶内空气,直到达到规定的深度。
从注入胶粘剂到植好钢筋所费的时间,应少于产品使用说明书规定的可操作时间。否则应拔掉钢筋,并立即清除失效的胶粘剂;重新按原工序返工处理。
④所植入的钢筋必须校正方向,使植入的钢筋与孔壁之间的间隙均匀。胶粘剂固化前,不得触动所植钢筋。
⑵一般项目
植筋钻孔孔径的偏差应符合下表规定。
植筋钻孔孔径允许偏差
序 | 钻孔直径(mm) | 孔径允许偏差(mm) | 备注 |
1 | 8~14 | ≤+0.4 | |
2 | 16~22 | ≤+0.5 | |
植筋钻孔深度及垂直度的偏差应符合下表规定。
植筋钻孔深度、垂直度和位置的允许偏差
序 | 植筋部位 | 钻孔深度允许偏差 (mm) | 钻孔垂直度允许偏差 (mm/m) | 位置允许偏差 (mm) | 备注 |
1 | 上部构件 | +10,0 | 30 | 5 | |
2 | 连接节点 | +5,0 | 20 | 5 | |
6.4 植筋工程施工质量检验
6.4.1 植筋的胶粘剂完全固化时,应抽样进行现场拉拔承载力检验。
6.4.2 植筋承载力现场检验抽样规则
①对重要构件,应按其批量的1%,且不少于5件进行随机抽样。
②对一般构件和非结构构件,应按0.5%,且不少于3件进行随机抽样。
6.4.3 胶粘剂锚固的植筋承载力现场抽样与检验应在胶粘剂达到其产品说明书所标示的固化时间当日进行。若因故推迟抽样与检验日期,需征得监理单位同意,并不得超过3d。
6.4.4 植筋承载力现场检验结果的评定
①若试样在持荷期间无滑移、基材混凝土无裂纹或其它局部损坏迹象出现,且施荷装置的荷载示值在2min内无下降或下降幅度不超过5%的检验荷载时,可评定为质量合格。
②若一个检验批所抽取试样全部合格,则可评该批为合格批。
③若一个检验批所抽取试样中仅有5%(不足1根时按1根计)不合格,允许另抽3根试样进行破坏性检验。若检验结果合格,该检验批仍可评为合格批。
④若一个检验批所抽取试样中不止5%(不足1根时按1根计)不合格,应评定该批为不合格批,不再另作其它检验。